
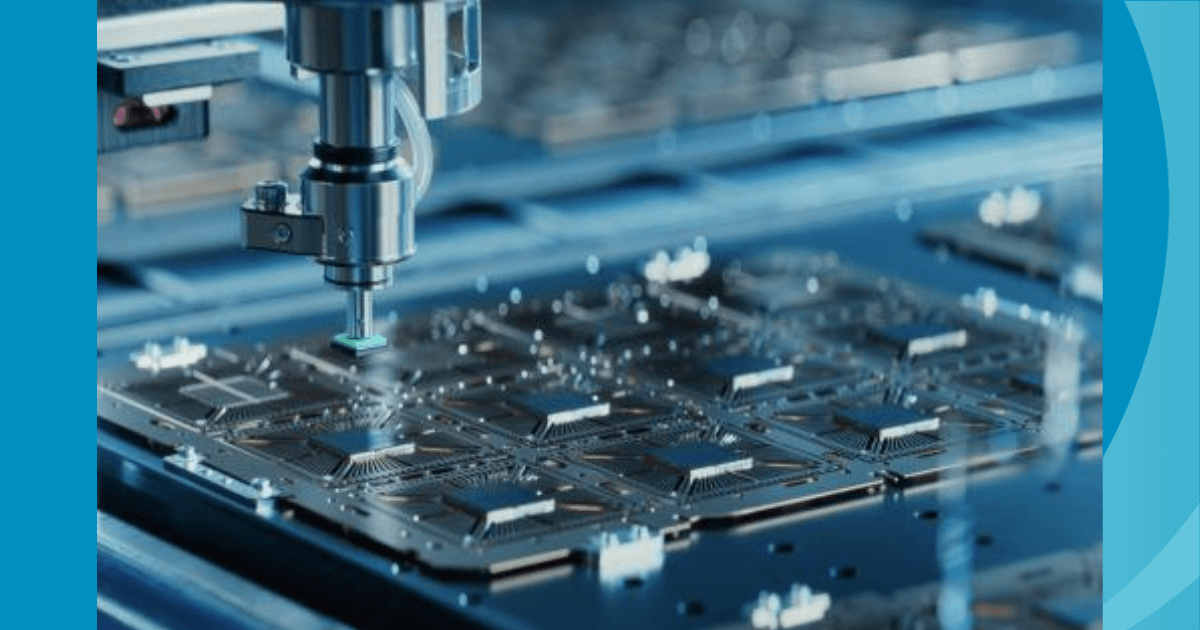
Vacuum pump troubleshooting is critical in many industries, such as electronics manufacturing.
Industrial vacuum pump systems are the unsung heroes of the industrial world. Every day, they help mold and package materials. They also pick up, place or hold in place small parts or devices as part of a larger assembly process. And while some of these tasks may seem routine, they can bring production to a halt when they break down. Causing costly downtime, damaging machines and destroying workpieces or products.
Keeping industrial vacuum systems functioning in industries as varied as food and beverage, electronics, medical and pharmaceuticals requires a proactive approach combining careful management and maintenance of these valuable resources.

The failure of an industrial vacuum system in a pharmaceutical packaging line could result in downtime and product loss or contamination.
Focusing on the five following issues will allow you to troubleshoot vacuum pump issues effectively.
1. You’re Not Getting Enough Vacuum
If you’re not getting enough vacuum at your end-use applications, you may lose products or damage equipment.
First, make sure piping is sufficient. Look at your piping layout. You can have the best vacuum pump in the world, but if you’re using a half-inch hose, you may not get the vacuum you need. So, you’ll want to ensure the piping is sized correctly and there are no obvious restrictions.
Second, check for leaks. You’ll want to inspect your system to ensure that there is not a large amount of leakage. Unfortunately, leaks in industrial vacuum systems are unlike those in compressed air, making noisy hissing sounds. They are outside the normal hearing range, so you need ultrasonic leak detection systems. Ultrasonic systems, by the way, can also help you find that 80% of compressed air leaks that are not audible. For more on ultrasonic leak detection, read our blog post, “Eight Causes of Compressed Air Leaks and How to Find Them.”
Third and only then, consider a larger vacuum pump.
Another common problem with industrial vacuum systems is that they can sometimes be too loud.
2. Your Vacuum Pumps Are Too Loud
Two frequently used vacuum technologies, rotary vane and claw pumps, are often very loud. When they are scattered throughout the factory for several different uses, the noise level rises considerably.
Plus, the operator of a piece of equipment can suffer hearing loss from being exposed to a noisy pump all day long. While some manufacturers of new rotary vane pumps claim lower sound levels, they commonly generate more than 80 dBA.
Thus, older machines approach the 85-dBA Recommended Exposure Limit (REL) for noise established by the U.S. Centers for Disease Control and Prevention (CDC)’s National Institute for Occupational Safety and Health (NIOSH). The U.S. Occupational Safety and Health Administration (OSHA) sets the eight-hour exposure limit at 90dBA.

Communication in the typical factory is difficult enough without noisy industrial vacuum pumps.
Replacing those older vacuum pumps will improve operator safety and reduce noise levels. As an added bonus, you’ll probably save energy as well.
Another problem for operators is oil carryover.
3. You’re Getting Oil Carryover
If you are not operating the pump at the designed vacuum level or there is a problem with the oil separator you will start to have excessive oil carryover.

Even small amounts of oil carryover would not be acceptable in an environment such as food and beverage manufacturing.
If you have those point-of-use systems throughout your plant, that oil mist could potentially harm or contaminate products. That’s not going to work in sensitive manufacturing environments like food and beverage, electronics, medical and pharmaceuticals.
Plus, your equipment operator is breathing that air. Admittedly, the amounts are small. However, the impact can be significant over a long shift or a decades-long career.
Oil carryover can also occur because your vacuum is not getting deep enough.
Having dozens of vacuum pumps located across your plant is also a maintenance challenge.
4. Your Current Pumps Are Too Expensive to Maintain
Not surprisingly, having small vacuum pumps scattered across your plant is a maintenance nightmare for repair costs and staffing.
Vacuum pump repair costs. Fixing all those point-of-use vane pumps is so time-consuming and costly that many companies simply throw them out when they break.
Vacuum pump maintenance staff. It can take one full-time maintenance person to maintain 30 vane pumps. And many companies have more than 30.
Maintenance isn’t the only cost associated with point-of-use rotary vane vacuum pumps.
5. Your Current Pumps Are Too Costly to Operate
In addition to the cost of maintenance and repair, rotary vane pumps can incur other expenses:
Equipment cost. A 25-HP rotary vane pump can cost $10,000 or more. So, a company with 30 vane pumps has a $300,000 investment in sub-optimal capabilities.
Inventory. To keep all their applications functioning, many companies keep five or more vane pumps in stock, ready for service when the next pump breaks. That’s another $50,000.
Downtime. Depending on the roles those 30 (or more) applications play in your process, those vane pumps could cause unplanned downtime when they fail. That downtime costs the average food processing plant $30,000 an hour, according to Processing magazine.
In short, combining the maintenance costs with the equipment outlays, inventory requirements and the chance of downtime means the use of point-of-use vane pumps is no bargain, no matter what industry you’re in.
The Best Approach to Vacuum Pump Troubleshooting: Centralization
The best way to anticipate and even prevent problems in your industrial vacuum system is to centralize your vacuum capability.
Centralizing your system slashes your equipment investment, electricity bills and maintenance costs. It gets the noise and potential oil carryover away from your operators. And it delivers reliability and performance day in and day out.
For all these reasons, most companies are centralizing their vacuum capabilities. And they usually turn to rotary screw vacuum pumps because they are cleaner, more efficient, more reliable and easier to operate and maintain. Plus, they are inherently quieter.
Kaishan’s KRSV: Greatest CFM Per Horsepower
The Kaishan KRSV rotary screw vacuum pump provides the most flow for the horsepower consumed at every vacuum level, keeping electricity consumption and operating costs low.
It perfectly matches the rough vacuum needs of most industrial plants and is the only industrial vacuum pump on the market that includes as standard the most advanced features—a variable speed drive, set-point control, variable-discharge port, precision-designed air end and external oil pump.

Rotary screw vacuum pumps are known for outstanding reliability and longevity. And our KRSV rotary screw vacuum pump combines a variable-speed drive, set-point control, a variable-discharge port, a precision-engineered airend and an oil pump, making it highly efficient over a wide range of pressures and operating flows.
In addition to centralizing their vacuum capabilities around a rotary screw vacuum pump, such as the Kaishan KRSV, companies are seeing the advantages of having a single supplier.
Factory-wide Assistance from a Local Source
Many companies can achieve significant savings by using the same supplier for related vacuum and compressed air capabilities.
Kaishan works with a nationwide network of independent distributors, who can provide on-site help and consultation as needed in designing systems, selecting and sizing the right equipment and installing new equipment when it arrives.
Plus, they have factory-trained experts who can partner with you to keep your compressed air and vacuum pump systems maintained and fully optimized.
Key Takeaways
The top five issues indicating you need to consider switching to a rotary screw centralized industrial vacuum system:
- You’re Not Getting Enough Vacuum
- Your Vacuum Pumps Are Too Loud
- You’re Getting Oil Carryover
- Your Current Pumps Are Too Expensive to Maintain
- Your Current Pumps Are Too Costly to Operate
Let Us Help
Vacuum pump troubleshooting is crucial if you are going to offer reliable vacuum capabilities throughout your facility. If you need help designing an industrial vacuum system that will meet your needs, get in touch with the experts at Kaishan. Contact us today.


